

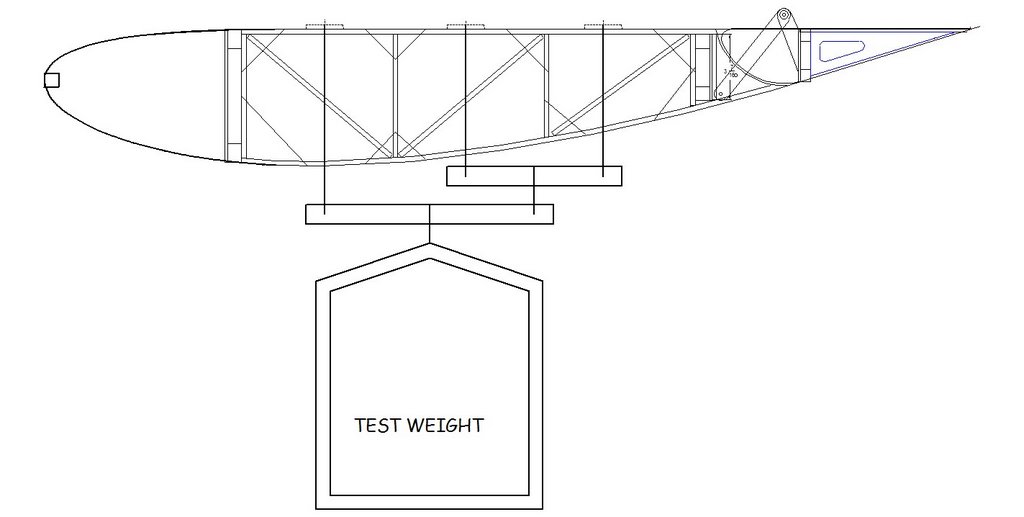
The rib is supported upside down by a jig simulating the wing spars. The load, consisting of a single mass suitably divided by balance beams, is applied to the upper edge of the rib (as positioned in the jig), distributed by pallets of wood as needed to prevent stress concentration.
The test load is divided according to the manner in which lift is distributed across the chord of the wing. For the purpose of testing airfoils having a thickness ratio of 18% or less intended for airspeeds of 150mph or less, the following load distribution has been standardized.
As measured from the nose of the airfoil:
Zone 1 = 0 to 19.1% of the chord Zone 2 = 19.1% to 46.2% of the chord Zone 3 = 46.2% to 90% of the chord
Note that no load is placed on the extreme trailing edge of the rib.
The test weight is distributed according to the following schedule:
Zone 1 = Half the weight Zone 2 = One-quarter of the weight Zone 3 = One-quarter of the weight
Testing Procedure
The mass representing the test weight is to be positioned on a tray or pallet below the test jig, suspended from the mid-point of a balance bar, one end of which applies its load to Zone 1, the other end being divided by a second balance bar so as to apply its load equally to Zones 2 & 3.
When the testing jig has been assembled and balanced, weights are applied to the tray or pallet according to a schedule provided by the designer. The objective is to increase the weight in a graduated manner beginning with large amounts then tapering off with small amounts until the rib fails, at which time the last amount added to the pallet is subtracted from the total.
Practical Aspects.
Ensure you have enough weights on hand. A properly designed rib weighing only a few ounces is usually capable of supporting several hundred pounds.
Lead in the form of pigs, bars or bags of shot has proven to be the most practical form of weights.
Each weight must be individually weighed and marked. The weight of the balance bars, pallet and the stays connecting them must be included in the total weight.
Proof of Concept & Quality Control.
For a new design at least ten samples should be tested in order to define the minimum acceptable standard for strength.
For a proven design, three ribs, randomly selected from each production batch should be tested. Should any of the samples fail to meet the minimum acceptable strength, the entire batch must be condemned.
- - - - - - - - - - - - -
The information above has been extracted from static and dynamic testing procedures found in the Civil Air Regulations, Part 04 (circa 1936) and the structural test section of the ‘Handbook of Instruction for Airplane Designers,' Air Corps, U.S.Army (circa 1937)
-R.S.Hoover
Post Script: When this article was first posted to the Usenet several people pointed out that today's methods of rib testing are far more comprehensive than those used in the late 1930's.
Duh!
No comments:
Post a Comment